Copyright © 2007 - 2025, Coachworks For contact data Click Here.
Copyright © 2007 - 2025
Copyright © 2007 - 2025,
Coachworks For contact data
Click Here.
![]() has been retained for reference purposes.
has been retained for reference purposes.
 Porsche
Engine
Porsche
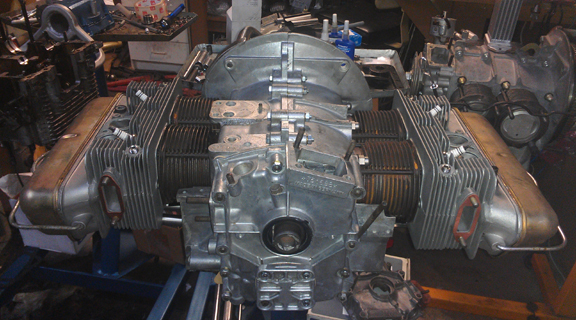
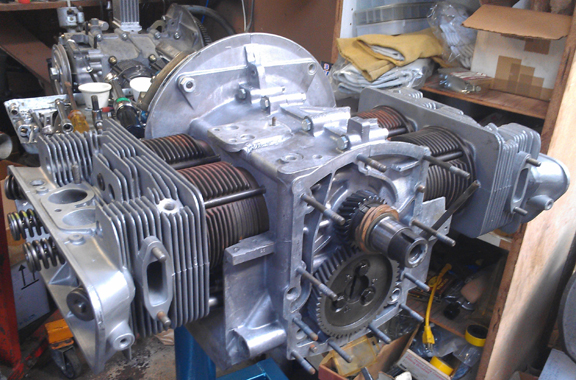
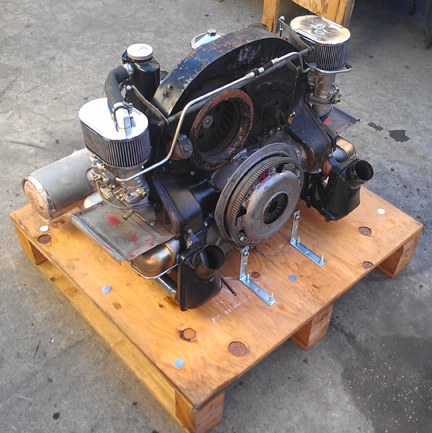
EngineAT RIGHT: This engine, almost finished...
This 1966 Porsche 912 engine has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP. This page tells its story.
This engine is being prepared in long-block form. Note that it is also available complete, and the buyer has the option of having it run-in as per Porsche factory specifications on our Stuska water-brake dynamometer.
This 1966 engine came to us as a "core" and has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP.
This engine is type number 616/36 (912) and was originally constructed the late summer of 1966.
Of course this engine, as a 912 has all the features of a 912, often called "the late-type" in 356 circles, meaning that things like the oil pump, rockers, etc. are of the best (latest) design. During this rebuild it was fitted with 86mm pistons and cylinders.
This engine has undergone a thorough rebuild as described herein. Every detail about the engine has been attended to; nothing was ignored.
 Background
on This Engine
Background
on This EngineI received this engine among a group of cores from a single customer who purchased an engine and used the cores as partial payment. He is from southern Oregon and as I understand it, his father had run a small Porsche & VW shop in their rural community and these were things that were left over after he shut that business down some decades before. I met his father, then in his 90s, and he doesn't recall too many specifics any more. So, unfortunately, nothing further about this engine is known to us.
As described in the background section, I got this not as a complete engine but in a large collection of parts from a customer as trade-in on an engine he wanted for his Speedster. So, it was torn down LONG before I got it!
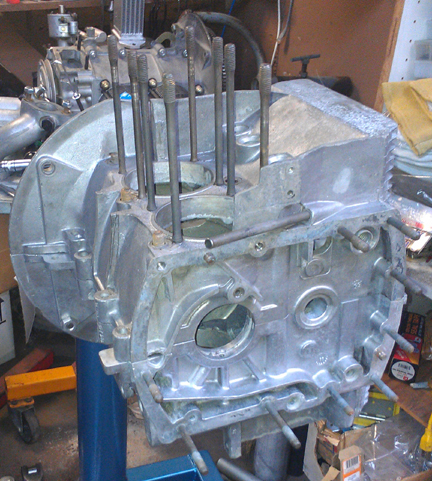
This crankcase required an align-bore.
AT RIGHT: The crankcase cleaned, inspected, and about to be align-bored. This was its first time, and it is now 0.25mm oversize - "first over."
I was sure I had taken some photos of the align-bore process, but somehow I didn't. I think the camera had a low battery and I forgot. Oh well. You can see something about that on other pages on this web site. If I think of it, I'll toss in a link here before I'm done.
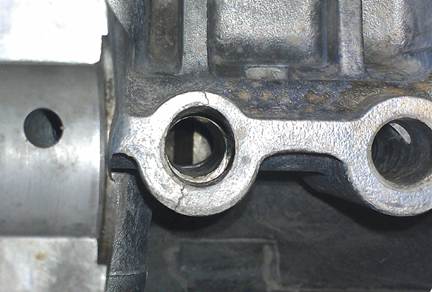
Next, I used a special straight edge to check the surfaces where the cylinders seal at the case. Both sides had about the same error, about 0.0015", and definetly less than 0.002" - the maximum permissible error is 0.1mm (0.004"). After that I was going through final inspection before assembling the case when I happened to find that the lifter for exhaust on cylinder 4 had some kind event happen and the lifter bore was damaged. It appears that the lifter was on its way out, and the inner end was roughly in line with the oil passage when something smacked it downward with some significant force. I think the camshaft must have broken, but however it occurred, it screwed up the lifter bore, as can be seen in these two images below. (No other damage was discovered.)
Because the lower part of the bore was still in good condition, I am quite sure many engine builders would have just put in the lifter and moved on since any disaster from that would be a long time in the future. However, I don't ignore potential problems. If I had noticed the damage before doing the align-bore and securing the main bearings, I might have set the case aside for another day, however, I decided to fix it, since I know how and I didn't think it'd be a big deal.
BELOW RIGHT AND LEFT: The damaged lifter bore is the left of the larger two drillings. It is shown with its companion for comparison purposes. Note the elongation of the bore,and also how it's only on the outer 10mm (0.5") or so of the bore.

My first attempt was to simply make a sleve from some aluminum tubing and install it. This didn't take very long, but unfortunately, there was not enough room in there to drill a hole to stop crack propagation. I was thinking we could trust the crush between the wall on the left and the supporting material from the other side. But as you can see in the images below (the tube left, installed right), the "crush" required to keep the tube in place opened up the crack and caused it to propagate. I was concerned NOT that the tube would ever go sideways, but rather that the tube would become lose and thereby move with the lifter, cutting off proper oil flow whenever the oil holes did not align.
PLEASE NOTE: Many of these images are zoomed-in to show detail and LARGER than the actual parts involved!


This is, of course, completey unacceptable.
AT RIGHT: Note the crack has lengthened from the top edge only all the way down the lifter boss. This is not acceptable. So, it was welded up (see below).
 So,
I welded up the crack and did it again! Here's the result:
So,
I welded up the crack and did it again! Here's the result:
Of course, the tubing that was installed goes all the way through to the bottom. It looks like it stops at a certain point because of the cross-drilled oil passage, which was re-drilled at the same point the factory drilled the case in the first place. Of course, this plug had to be replaced, So, I made up a plug and installed it. You can see it below:
The original (drilled through) plug is on the left, the new one on the right.

 There
was no particular crankshaft that came with this crankcase so the one at right
has been provided. It was last in service in a C, even though it's not a C crankshaft
(it's an "SC/912").
There
was no particular crankshaft that came with this crankcase so the one at right
has been provided. It was last in service in a C, even though it's not a C crankshaft
(it's an "SC/912").
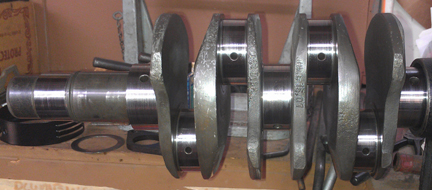
AT RIGHT: Original crankshaft, "10/10", has been magnafluxed to check for cracks - it's in good shape. Note that the gears are not mounted in this photograph.
As usual, I first "magnafluxed" the crank to check for cracks. I then had a friend of mine with a balancing machine balance it. Once it was ready, I mounted the crankshaft up on the ole crankshaft stand and mounted up the rods.
 AT
RIGHT:Crankshaft with rods. Note that these rods were remarkably well balanced
as a set from new. Also remarkable is that Porsche used several manufacturers
and for whatever reason most "sets" were mixed from different vendors
and even different tooling from the same manufacturers, but these are all the
same.
AT
RIGHT:Crankshaft with rods. Note that these rods were remarkably well balanced
as a set from new. Also remarkable is that Porsche used several manufacturers
and for whatever reason most "sets" were mixed from different vendors
and even different tooling from the same manufacturers, but these are all the
same.
I thoughtfully provided an awesome set of connecting rods. These are "late type", the best of the breed. I rebuild rods in batches - it's easier / faster / cheaper that way as it keeps setup time to a minimum.
For me, "rebuilding the rods" means to:
 Magniflux
to check for cracks
Magniflux
to check for cracksThis is all standard work so there aren't any photos of them in-process.
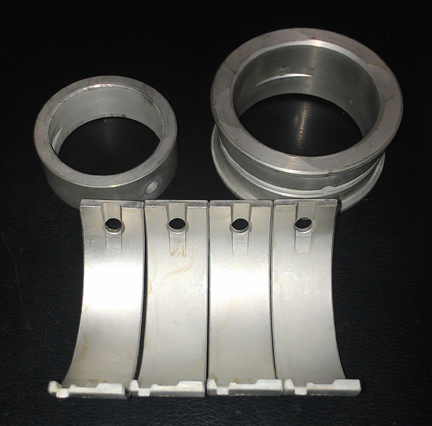
AT RIGHT: The set that went into this engine.
BELOW: I don't usually photograph the rod bearings, but here they are - Kolbies!

 Crankcase
Assembly
Crankcase
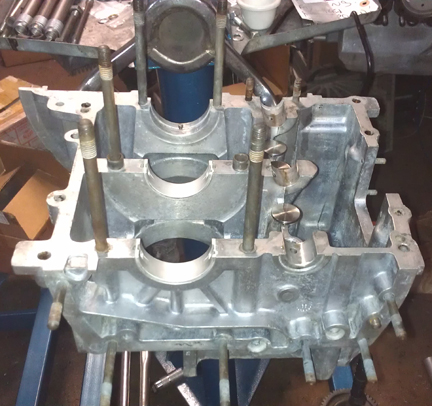
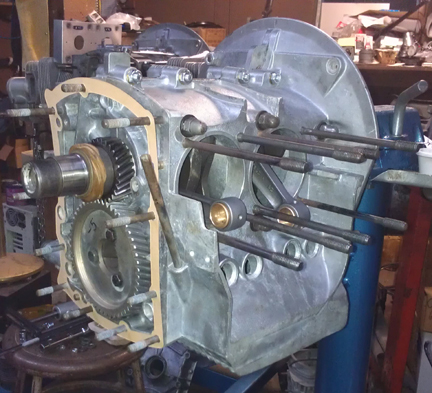
AssemblyAT RIGHT: The left case half now ready for assembly, with bearing shells and lifters installed. Note that the lifters have been refaced. And yes, the crankcase does gleam!
By the time we get here, the case has already gone through cleaning and whatever machine work it may need, so here we should be ready to just assemble it all!
The case was align-bored for the first time (see above).
Also worth pointing out here that I refaced the cam followers, as usual, and you can see them as the case halve go together...
I don't usually show the main bearings, but these are the new "steel backed" ones provided by Stoddard (Porsche dealership).
 The
camshaft is an old-school "R0-200", the official wide-lobe replacement
cam Porsche was selling in the 1990s. I bought this cam new myself in the mid-'90s
and had it in a spare engine I kept around. It's only got a few thousand miles
on it but I refaced the lifters anyway, just to be sure they were the flat type
this cam profile requires (most require a slight dome on the lifter).
The
camshaft is an old-school "R0-200", the official wide-lobe replacement
cam Porsche was selling in the 1990s. I bought this cam new myself in the mid-'90s
and had it in a spare engine I kept around. It's only got a few thousand miles
on it but I refaced the lifters anyway, just to be sure they were the flat type
this cam profile requires (most require a slight dome on the lifter).
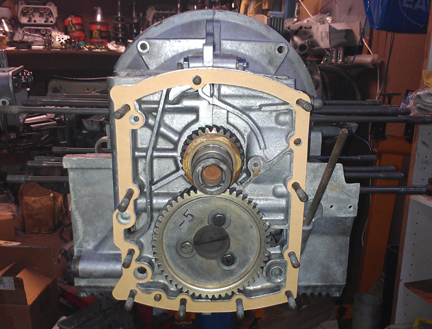
AT RIGHT: The gear end of the camshaft where the cam's grind is traditionally marked. The "R0200" was Porsche's wide-lobe SC / 912 replacement in the 1990s when this cam was purchased. Note the oil pump drive slot is nearly perfect, indicative of the fact that this cam has seen very little service.
The next step was to find a gear for the camshaft. They're sized of larger or smaller than a standard just called "zero." The range of available gears back in the day was maybe +3 to -3 from Porsche (or VW) and perhaps as big as +5 and small as -5 from aftermarket sources.
Today you're lucky if you can find any! However, pushing 30 years ago now I bought up a stash of twenty or so, and generally one comes in when another goes out. So, there is some modest churn in the stock. But what I have learned is that the gears weren't consistently marked between vendors, so one vendors +1 might be another vendor's -2. Strange but that's how it is.
In this instance, the first one I tried was the one stuck on the cam already, a -2. It didn't fit very well, a bit tight. I then tried all sorts of other gears, and found a -4 that almost works... After trying about ten, I finally fitted a brand new -5 which has the requisite clearance! (Note that if you can't hear / feel clearance between the gears, it's too tight!) At -5, it's the smallest one I've ever installed. So, this engine has a brand new, -5, timing gear!
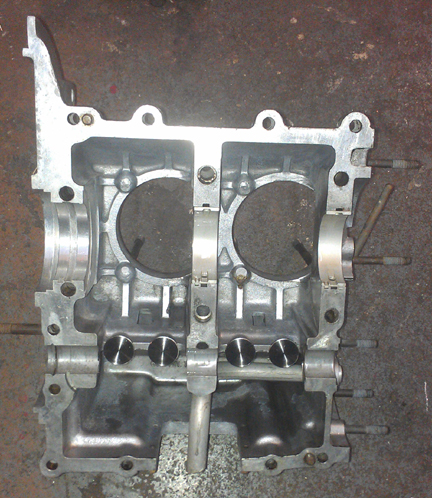 AT
RIGHT: The right half of the crankcase, ready for installation, with bearing
shells and lifters installed. The lighting is poor, sorry, but you can see the
freshly cut cranshaft bore for bearing #1 (far left).
AT
RIGHT: The right half of the crankcase, ready for installation, with bearing
shells and lifters installed. The lighting is poor, sorry, but you can see the
freshly cut cranshaft bore for bearing #1 (far left).
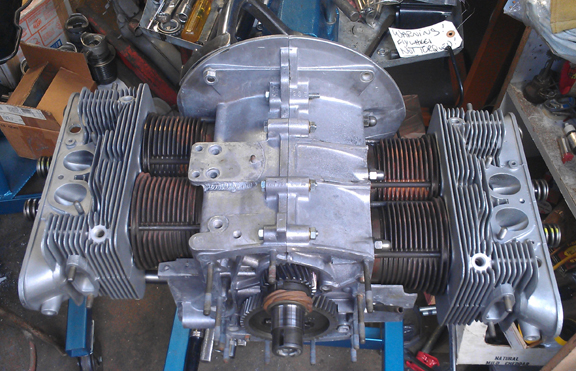
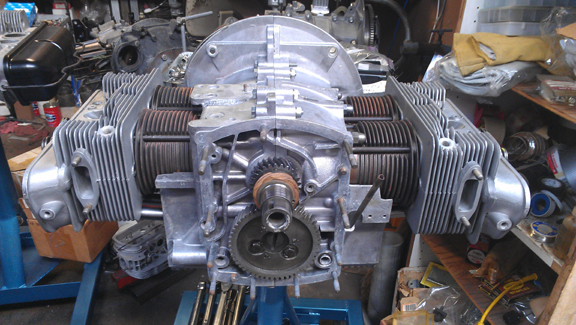
Now, time to put the case halves together!
That goes rather quickly and here we have it as a "bottom end," sometimes called a "short block."
ABOVE LEFT AND BELOW: The crankcase now assembled into a "short block."
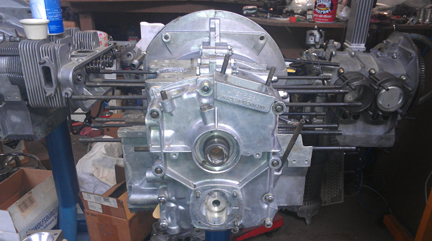
Now, ready for the next stage.
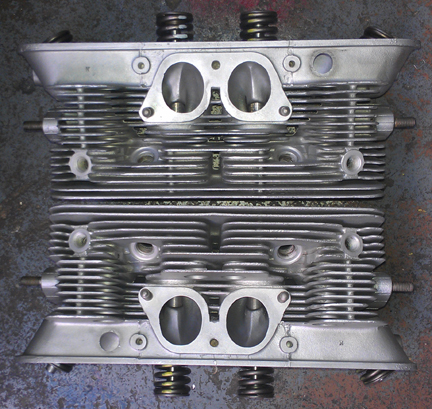
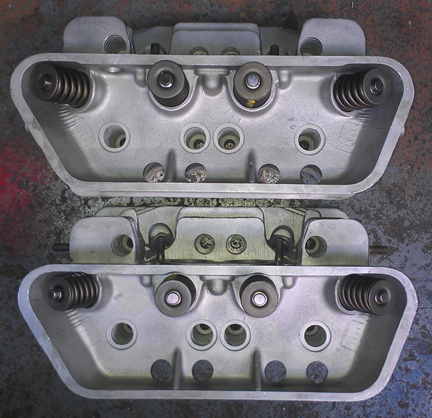
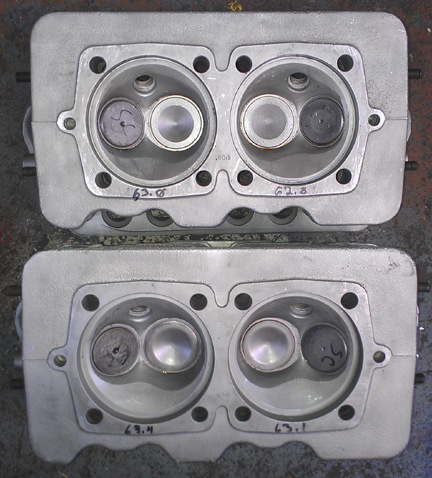 These
heads are a matched pair from a younger 912 and are in great condition! They've
never been cracked, still have their original seats. And, they have brand new
valve guides installed.
These
heads are a matched pair from a younger 912 and are in great condition! They've
never been cracked, still have their original seats. And, they have brand new
valve guides installed.
Fitted to these heads are great valves. They're originals, not aftermarket replacement which are all you can get new today. Further, and vitally, the exhaust valves ARE the sodium filled type, which haven't been available new for some years now. Of course, the valves have been checked for length (stretching makes them unworthy), polished, and refaced, so they're effectively perfect.
New springs, of course, carefully selected.
Every few months, we go through a large batch of about 40 new springs and group them by strength. First we match into groups of eight, then, with each group of eight, we match up slightly stiffer springs with the heavier valves (intakes are about 2% heavier than exhausts), so they're very close sets, matched up, so all the valves tend to float at the same time. ...Of course, each valve and retainer are position-specific through the shimming process...
Below: Here are some more photos.
 Pistons
and Cylinders
Pistons
and CylindersThis engine has "NPR" pistons installed. They have all the hallmarks of genuine NPRs, but there are several very accurate copies, so who knows? The splotches on the crowns are just stains in the metal; they're actually as smooth as a baby's bottom. But you'll see more splotches on the inside (below). After cleaning, they were thoroughly inspected. No flaws were found.
Of course, I weighed them up. Three of the four pistons weighed 355.1 gram, and one was heavier at 335.7 g. So, of course I removed the extra 0.6g from that one and now they all weigh the same. The pins were all within 0.4g, and I just let it go - use them!
 Meanwhile,
I honed the cylinders. They didn't have any ridges in them, so I next checked
the wall clearance - this is where you measure the bore of every cylinder and
diameter of every piston and make sure that every piston has both enough and
not too much clearance. In this instance, I determined that the worst matchup
was less than the maximum acceptable clearance (0.1mm), and then rank ordered
both pistions and cylinders and then mated them to best advantage.
Meanwhile,
I honed the cylinders. They didn't have any ridges in them, so I next checked
the wall clearance - this is where you measure the bore of every cylinder and
diameter of every piston and make sure that every piston has both enough and
not too much clearance. In this instance, I determined that the worst matchup
was less than the maximum acceptable clearance (0.1mm), and then rank ordered
both pistions and cylinders and then mated them to best advantage.
We always check the match pistons to cylinders and match piston weights as a set, and provide any remedial action to correct any errors before installation.
The next step was to measure the cylinder heights, sealing surface to sealing surface. Three were idential and the fourth was taller by about 0.04 mm. So, that cylinder top was lapped down to the same height as the rest.
For many shops, from this point, installation goes very quickly, but we think this is where one needs to take one's time! The key reason one needs to take time here is that there are production tolerances on every part in an engine, and while a set of parts may look identical, there's often subtle variation between members of a set, and there are sometimes significant errors in production that weren't caught by the manufacturer's quality control processes. These errors can "stack up" and cause problems if not discovered and corrected.
Here's our process: Two of these steps require special tools most shops don't have.
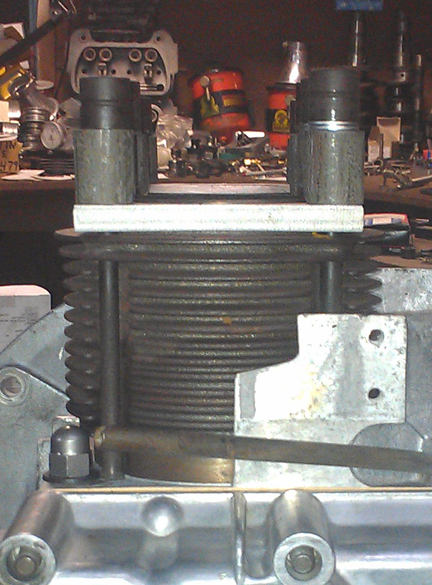 Take
a preliminary measure of each cylinder's height.
Take
a preliminary measure of each cylinder's height.AT RIGHT: The cylinders were then trial-fit into their bores in the case and retained with special tools to measure the cylinder heights and ensure they match their neighbor.

ABOVE: How far the piston crown protrudes above the cylinder's top - a measure we call CAC for Crown Above Cylinder - is being performed on cylinder 3.
 AT
RIGHT: The CAC measurement for cylinder 1 is being made.
AT
RIGHT: The CAC measurement for cylinder 1 is being made.
We like to carefully measure everything and then mix-and-match the parts for superior fit. We have also discovered significant manufacturing errors with this process which would likely have gone unnoticed without these measures. It is remarkably easy, for example, to overlook the circumstance of the crankshaft bore not in the true center of the crankcase, angled on the horizontal left or right of center, or not on the same horizontal plane at all. Yet examples of errors like these are not as uncommon as we would like.
The next thing we do is something nobody else does (that we know of) in the engine building process, and that is to measure the height the piston crown comes above the plane of the top of the cylinder. I call this the CAC, or "Crown Above Cylinder." This value is important because, firstly, it can reveal deeper problems, and because it helps us get the compression ratio equal in all four cylinders.
Here are some of the deeper problems that can be discovered through a CAC check:
In order to do this for these engines, you have to have special tools. Here, you can see them in action on this engine in the two images above.
The accuracy is so good, that if you take the time to swap parts around, you can accurately determine discrepancies in the manufacture of the various parts! But, we ARE splitting hairs here! However, a benefit to both engine builder and customer is that the ability to move parts around for better fit means that perfection is more easily achieved, and the more equal the HP production of each cylinder, the smoother the engine will run, and the more HP the engine will produce overall.
Because this process includes the entire assembly, torqued as in service, and measures the height each piston protrudes out of its cylinder, all errors in connecting rod lengths, cylinder heights, crankcase spigots depths (cylinder bore deck), piston connecting pin heights, and shim thickness' are accounted for in the measurement results. There is no superior method.
 At
this point the engine is ready for its cylinder heads, and this work went very
quickly - as it should! - as all the prep work was already done.
At
this point the engine is ready for its cylinder heads, and this work went very
quickly - as it should! - as all the prep work was already done.
Prepare the head "bolts" and washers, prepare the pushrod tubes, prepare the lower cylinder air deflection plates and their wire retainers, and get the torque wrenches set, and bolt on those heads!
My pattern is to mount one head, torque it to 7 ft lbs (as per the manual), then mount the other head the same way, and then alternate between the heads with an ever-increasing torque up to the final torque value, then repeat the final value until the fasteners no longer turn when torque is applied.
OK, mount the valve gear, adjust the valves and pop on the valve covers. Looks like I didn't take any photos of the valve gear.
 Then
fit the oil drain plug, and sump screen and plate. Of some small note is that
all the sump studs are original and in fine condition. I used new cap-nuts to
protect the studs into the future.
Then
fit the oil drain plug, and sump screen and plate. Of some small note is that
all the sump studs are original and in fine condition. I used new cap-nuts to
protect the studs into the future.
Then, fit the two oil control pistons.
Can't forget the oil pump!
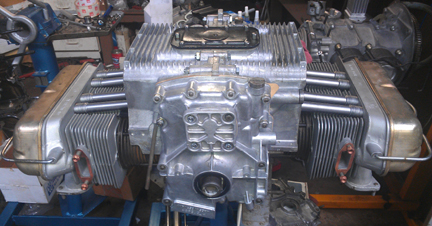
And now here it is as the longblock, ready for pickup or delivery!
BELOW: Note the copper exhaust gaskets; the modern asbestos replacement gaskets don't work well and blow out quickly - they're basically junk. So, I make these copper ones. They should last for the lifetime of your engine, so long as they are taken care of (not bent) when removing an exuast. Need a set?

At this point, the engine was sold and the buyer had me receive his core and move over the "accessories" and then run-in the engine on our Stuska Dynamometer - this next section tells that story.
PLEASE NOTE:
THESE NEXT SEVERAL IMAGES SHOW
"DOING IT WRONG!"
First: CRATE YOUR ENGINES; Saran Wrap over cardboard provides virtually NO protection!


 And
YES, there was some damage that may have occurred in shipping - I'm not sure.
Here's a photo:
And
YES, there was some damage that may have occurred in shipping - I'm not sure.
Here's a photo:
Here's what was underneath, and SECONDLY:
CHAINS? Seriously? (If you want to see this done correctly, look here, down below.)


Looks like I didn't take any other images of the engine before I just tore into it. ... I guess I was anxious to get the new engine completed! So, we see it going together.
Of course, there are always problems of one kind or another! This section steps
through them.
 Gen
Pulley
Gen
PulleyThe inner generator pulley was screwed up, and it was pretty easy to figure out why, especially after I pulled the fan off the generator (see below)... They had installed some of the pulley parts on the fan side and some of the fan parts on the pulley side and, most importantly, they failed to put the requisite number of shims between the hub and nut and this was the result - a screwed up pulley (and hub). They waddle against each other like this when they are lose, and that happens when there are not enough shims.
Also, the fan nut had been improperly replaced by a VW fan nut while the correct fan nut had been used on the crankshaft pulley instead. Therefore, the engine required a new generator pulley nut.
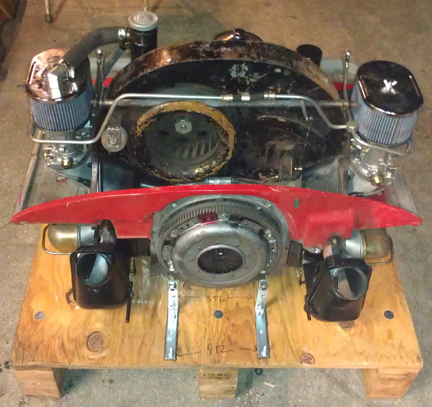
 Cooling
Fan & Housing
Cooling
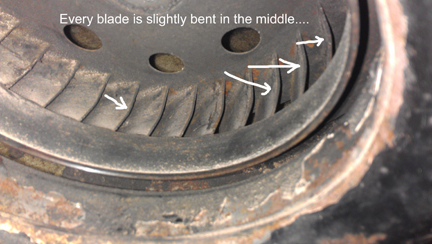
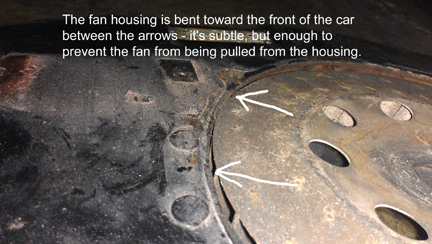
Fan & HousingThe cooling fan had visible damage and they're known to explode at high RPM if they're not in good condition, so to replace it the Gen has to come out and the generator looked pretty damned tired anyway - and the customer wanted it replaced ... so in trying to replace the pair, the fan wouldn't come out of the housing! Two of us tried to pull it apart, one person on the fan shroud the other on the generator and we tried everything we could think of; no go. So, we just replaced the housing.
However, in inspecting things a little more closely, I think that the fan is
slightly expanded while the housing is also slightly bent in a way that prevents
the two from coming apart easily.
 Sheet
Metal
Sheet
MetalThe overall condition of the sheet metal that contains the cooling air was very poor; one of the not-so-kind mechanics of the last 50 years beat the shit out of it here and there. I straightened what I could with hammer and anvil / dolley, etc, but two pieces had to be replaced outright, and the right replacements had to be found. The piece between the oil pump and exhaust was just missing completely, so I replaced it.
You can see the oil pump heat shield in the images below where the engine is on the dynamometer.
The oil filler / breather was rotted out from the inside. I saw what looked
like a hole from the outside - front, visible to anyone looking at the engine.
Then, I looked from the inside and it looked like a Catholic Cathedral with
all the light streaming in from all the rust holes! Strange, too, 'cause it
looked GREAT from the outside, at least at a brief glance! However, note in
the photos that the pinholes are visible if you look...


In these images you can see the inside of the oil filler / breather canister. Look at all the rust! But actually, it's remarkably clean in there! Most are a caked up mess.


Rusting from the inside is actually very common and a leading cause of engine failure is rust particles that get into the oil. This is another reason I am a big fan of full-flow oil filtration.
Very often, the rust chips off in big flakes. Of course, the cause is two-fold; not enough driving where the engine gets hot enough to drive off all the water that condenses in there and also the failure to change the oil often enough that the water gets removed with the oil on occasion.
The new, modern manufacture generator is rotationally different from its 40
or so year ago counterpart in that it mounts a few degrees clockwise relative
to the old one. AND OF COURSE, you knew this was coming, those few degrees MATTER!
So, I had to fix that, too! (You can look to images down below showing the completed
assembly. When I have this to do again, next time I think I'm just going to
suffer with rotating the generator 180 degrees - it should still work fine.
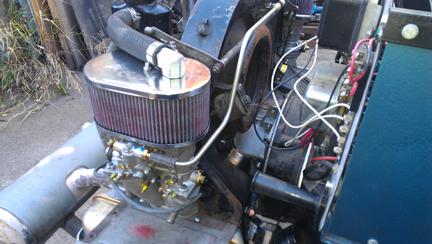
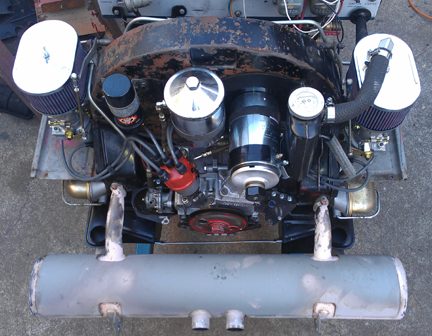
 Carburetors
CarburetorsAs you can see in the image at right, the previously mounted carburetors were Delorto 36es. Given that the original carburetors were for a nominally 1600 cc engine and were fitted with 40mm sized carbs, and given that this engine has the big-bore pistons and cylinders and is therefore 1719cc, 36es are a wee bit small! I'm sure they work but were intended for the VW market.
So, instead, the customer elected to buy a new set of Webers. There were EIGHT issues with them - they are enumerated below.
1) If you buy from Stoddard, anticipate about a week shipping even if you pay for two day air, and;
2) Despite advertising claiming manifolds are included, they presume you have Solex 40 P-II manifolds on hand to fit their adapters to, and;
 3)
This set came with lose parts - not fully assembled (I mean parts were attached
but not fully installed), and;
3)
This set came with lose parts - not fully assembled (I mean parts were attached
but not fully installed), and;
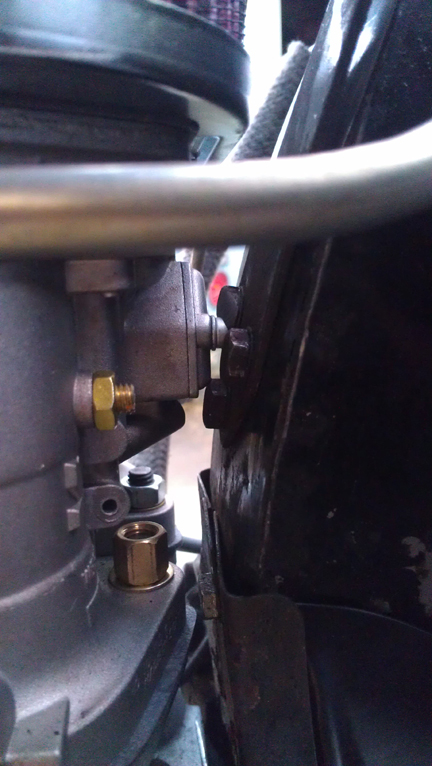
4) If using actual Weber manifolds, the right-hand carb has an interference fit with the fan shroud housing.
AT RIGHT: One screw on the manifold and one hex bolt on the fan shroud had to be "clearanced". Also note in this image the special brass nut used to retain the carburetor. This is a special M8 X 1.25 thread, 11mm ATF nut that makes it actually possible to attach the fastener.
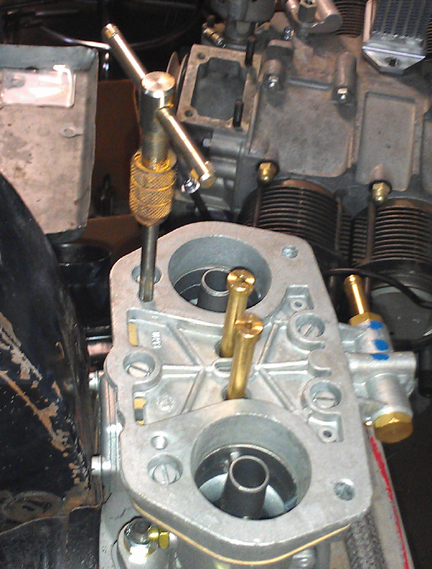
5) Not all the air cleaner fastener bores (M6 X 1.0 thread) may be tapped correctly!
BELOW: All eight M6 threaded bores in the carburetors used to mount the aircleaners refused to accept gentle threading-in of their fasteners and required retapping.
 6)
No provision is made in the air cleaners for the breather - that's your
own problem.
6)
No provision is made in the air cleaners for the breather - that's your
own problem.
AT RIGHT: This shows removal of the breather from the right hand Delorto air cleaner. Note the pink debris on the ground; that's a thread locking agent that was so strong it very nearly prevented removal of the fastener alltogether. (Hint: It should be service removeable!)
I decided to borrow the breather parts from the former Delortos, but the breather pipe fitting into the right hand air cleaner was lock-tighted together using the wrong grade of locktite - it was VERY difficult to get off. Even my hammering "air gun" (ratchet) at 250 ft lbs wasn't enough to budge it (note the black, air-gun safe socket in the image), so I had to just use really big wrenches. It was not easy at all!
Then, I had to drill the right hand air cleaner cover - and it's chromed, very hard, and so it's not easily drilled, either. So, I mounted the plate in my mill and started a hole with a solid carbide, center-cutting end-mill, and then drilled it out successively larger until it was the right size.


7) They do not come with the correct jets if you are running "Big Bore" (86mm) pistons and cylinders.
I had the correct jets on hand. The idle jets they give you are way too small for the Big Bore (55), and I recommend starting with several sizes larger (try 56 to 57), depending on altitude.
8) And of course, they come without a fuel line - I made one!


Not to be overlooked: the flywheel and clutch! And YES, that's a Brand New Gland Nut (from Stoddard).
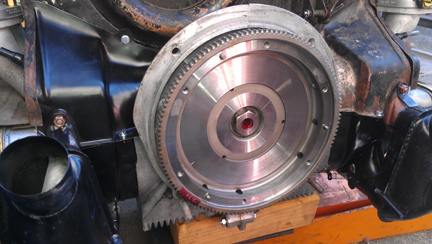
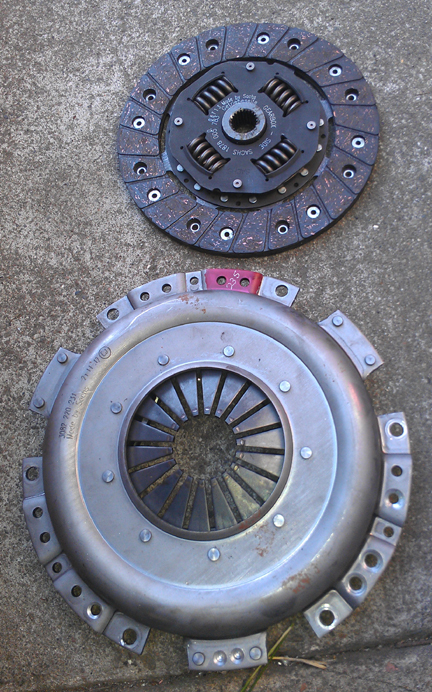
ABOVE: The flywheel has been surfaced and balanced very accurately. Note that three surfaces have been machined - this is doing it correctly. Note also on the left of the flywheel the upper cylinder shroud for Cylinder One - it's a replacement, and yes, it was powdercoated. (The right one is as-was.)
AT RIGHT: New pressure plate and clutch disk, balanced with this flywheel. Note that they are doweled together so they fit together exactly as they were when being balanced.
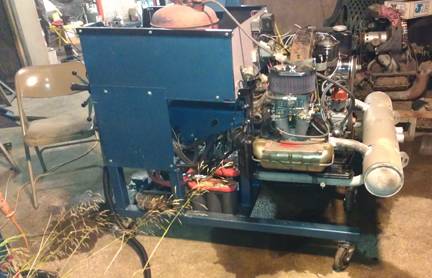
 Before
moving on, the mechanic who shipped this core engine to us also left assembled
a number of things that are ordinarily taken off and not shipped. I don't know
if he just didn't care to deal with it, didn't know, or what, but aside from
the few items on the hard right which are already in images above, the rest
of the parts here I was not expecting and so it took a bit longer to take it
all apart and put it all back together....
Before
moving on, the mechanic who shipped this core engine to us also left assembled
a number of things that are ordinarily taken off and not shipped. I don't know
if he just didn't care to deal with it, didn't know, or what, but aside from
the few items on the hard right which are already in images above, the rest
of the parts here I was not expecting and so it took a bit longer to take it
all apart and put it all back together....
 Our
customer wisely chose to have us both tune and run-in his engine for him on
our Stuska Water Brake Engine Dynamometer.
Our
customer wisely chose to have us both tune and run-in his engine for him on
our Stuska Water Brake Engine Dynamometer.
AT RIGHT: The engine, mounted to the dynamometer, but not yet ready to run. Still missing is the generator pully, intentionally left off so that the generator could be polarized (which requires the belt not to be installed).
We offer several dynamometer services, including tuning and running-in, and we offer a package deal for both tuning and running-in which gives the customer 1/3 off our already great pricing. In this flat-rate service, we perform whatever tuing is required by the engine and run-in the engine according to Porsche's specifications as outlined in the Workshop Manual, operations 52 EN, 53 EN, and 54 EN, pages E83 and E84.
As described on our Dynamometer's web page here, when we run-in an engine, first we spend a few minutes getting the basics of ignition timing and carburetion settled in preparation for running-in. When we did that, we had a nasty surprise!
We had noticed some oil drip out of the muffler while waiting to reinstall it, but didn't think too much about it. However, once it started to get hot, it started to ooze oil! And Talk about SMOKING?! We took some photos...




 I
don't know how you get so much oil INTO a muffler! If the engine had had bad
valve guides, the oil still has to go through the combustion cycle in order
to get expelled into the exhaust! Very Strange!
I
don't know how you get so much oil INTO a muffler! If the engine had had bad
valve guides, the oil still has to go through the combustion cycle in order
to get expelled into the exhaust! Very Strange!
Because of this, we weren't able to do our exhaust gas analysis until after doing our running-in process because the hydrocarbons that make up the oil would be outgassing (if not igniting) inside the exhaust system, and thus throw off the gas analysis.
AT RIGHT: The Test Stand is here seen in service with the Control Stand on right, and this engine being run-in. (Note the red needle on the large dial.) The tub on left is a catch basin used to recirculate the water - green hose is vent, the two reds are hot, and the black lead in is from the digitally controlled pump that loads the brake. In the foreground is the smaller water return pump that is all that's needed when running-in an engine - the larger pumps aren't needed.
Eventually, the oil burned off, and we got about the business of running-in the engine. In the image above, aside what is noted in the caption, you can see the chair is situated so that the operator can access the throttle and digital load control system while viewing all the various gauges and data collection system from a safe position. In the distance, a boom-box can be seen, but it's of no practical use! All you can hear is engine!

ABOVE: In all three images above, this engine is running. The digital load control system uses two computers to stabilize the engine's running speed to a particular RPM. It can get into a run-away condition, so the operator has to remain present and vigilant. Note that this is being done outside, so there's no risk of exhaust gasses and so that there's no heat build-up issues either.
Most crates are one-time-use items, but this one I have used many times, and I have improved it along the way. (Here, you can see it in an earlier version, if you like.) Note that to do this right, you must use special bolts to come up from underneath - we dont' want anything to hang up on forklift tines! They WILL destroy a crate, and you could lose an engine if a forklift rams bolts hanging through OR comes up and pushes a bolt through! So, don't use anything that sticks down into harm's way. Instead, use these:

AT RIGHT: Elevator bolts - the huge head won't pull through and when you tighten them up with a large flat surface on the top side too, they actually make the plywood stronger! Make sure they go UP through the plywood, NOT DOWN!
OK, so here's the engine being mounted:
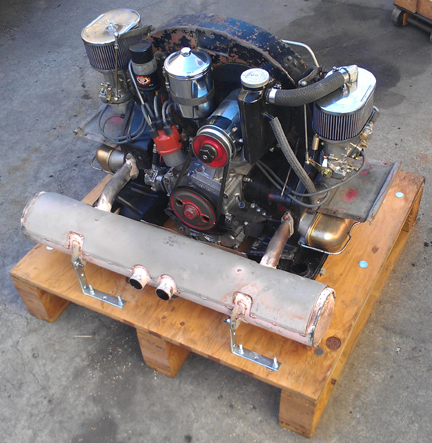
Then, the tinware was added - note in the images below the markings indicating for future users which holes to mount the brackets in for 912 vs 356. Interestingly, the long heater horns of the "J-pipes" on the 356 add the same length overall as the rear shrouding does on the 912! If you build your crate correctly, it can take either one, though I don't usually expect the rear-tinware, especially on a 912!

That done, the sides and top bolt on. The three long "1 by" strips on either end tie the whole thing down to the custom-made palate.
Of course, then it goes on its way to live in its new home!


Because some people are keeping logs of VIN and engine numbers and then purport to tell people what someone else has, out of respect and concern for a buyer's privacy, exact VIN and engine number data are not published here.