Copyright © 2007 - 2024, Coachworks For contact data Click Here.
Copyright © 2007 - 2024
Copyright © 2007 - 2024,
Coachworks For contact data
Click Here.
![]()
 Porsche
Engine for Sale:
Porsche
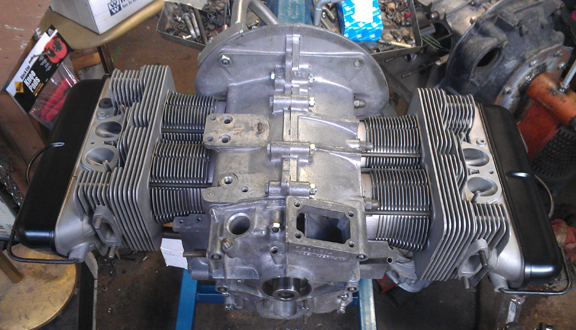
Engine for Sale:AT RIGHT: This engine, almost finished...
This 1965 Porsche 912 engine has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP. This page tells its story.
This engine is being prepared in long-block form. Note that it is also available complete, and the buyer has the option of having it run-in as per Porsche factory specificaitons on our Stuska water-brake dynamometer.
SPECIAL NOTICE
This web page is still under constuction.
This disclaimer will be removed when the page is complete.
Meanwhile, the contents are reasonabley accurate, just incomplete.
ALSO NOTE
The 912 series can be used in a Porsche 356 (or VW) application,
however, the timing cover prevents the pulley sheet metal from fitting
properly; a
conversion type timing cover is available that permits easy use in these applications.
This engine is being prepared in long-block form, but may be purchased complete, ready to install, with only a few days delay.
This 1965 912 engine came to us as a "core" and has just undergone a complete overhaul, and is fully balanced for smooth running, long life, and a few more HP.
This engine is type number 616/36 (912) and was originally constructed in May of 1965, apparently in anticipation of the introduction of the 912 series automobile a few months later. (The usual introduction date would have been August 1, but I'm unfamilliar with the actual introduction of the 912 - I only know this engine was made in May.)
Of course this engine, as a 912 has all the features of a 912, often called "the late-type" in 356 circles, including things like the oil pump, rockers, etc. During this rebuild it was fitted with 86mm pistons and cylinders.
This engine has undergone a thorough rebuild as described herein. Every detail about the engine has been attended to; nothing was ignored.
I received this engine among a group of cores from a single customer who purchased an engine from me and used the cores as partial payment. He is from southern Oregon and as I understand it, his father had run a small Porsche & VW shop in their rural community and these were things that were left over after he shut that business down some decades before. I met his father, then in his 90s, and he doesn't recall too many specifics any more. So, unfortunately, nothing further about this engine is known to us.
This engine was already torn down when I got it as a bunch of boxes from many different engines..
 This
crankcase, in other people's hands, would likely have either been reassembled
as-was or have received an align-bore. However, it was very close to proper
size and I have a huge lapping table - a single piece of slate, roughly 6' by
3' by 2.5". So, I lapped the case back to standard by taking one thousandth
of an inch off either case half, thus restoring proper "crush" on
the bearings.
This
crankcase, in other people's hands, would likely have either been reassembled
as-was or have received an align-bore. However, it was very close to proper
size and I have a huge lapping table - a single piece of slate, roughly 6' by
3' by 2.5". So, I lapped the case back to standard by taking one thousandth
of an inch off either case half, thus restoring proper "crush" on
the bearings.
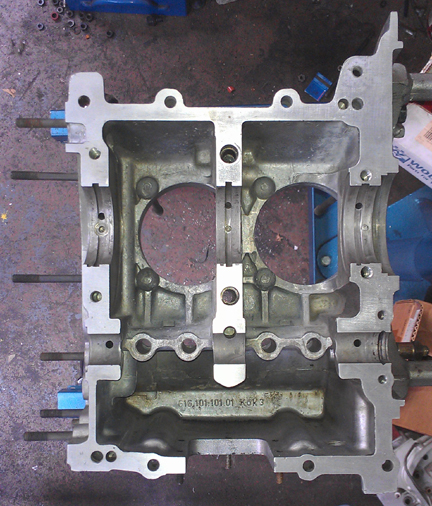
AT RIGHT: The left case half has studs and two round "anti-shuffle" sleeves at the center main bearing which were removed for lapping. Here you can see the case immediately after lapping. (Two dowel pins were also removed, but they're in the right case half.) The bright, clean face where the two halves meet is a characteristic of the case lapping process because this face is necessarily "lapped" smooth.
Frankly, in the modern era, lapping a crankcase is the best thing you can do with a standard size bore case that's at the limits because align-bore main bearings are hard to find and postponing any align-boring is a good thing, and there will likely always be standard sized bearings available for the foreseable future. Yet, in the interests of full disclosure, I offer a few words about it; lapping a case brings everything about both sides closer together by the lapped amount and this can cause trouble, depending on how much is removed. In this instance, 0.002" is not much to remove and is not enough to interfere with the fit of the flywheel seal. The only other area of any concern is the camshaft bore. However, firstly, 0.002" is not enough to take out all the oil clearance, and secondly, the idea is to install a re-ground camshaft that already has some wear on it, so the oil clearance should be fine. If there is any trouble, material is removed from the cam. Future wear from running the present rebuild should ensure there's clearance for some future rebuild in the event a new camshaft is installed at that time.
 As
this is the best 912 case I have on hand at the moment, the crankshaft that
came with has been replaced with a new one I happend to have.
As
this is the best 912 case I have on hand at the moment, the crankshaft that
came with has been replaced with a new one I happend to have.
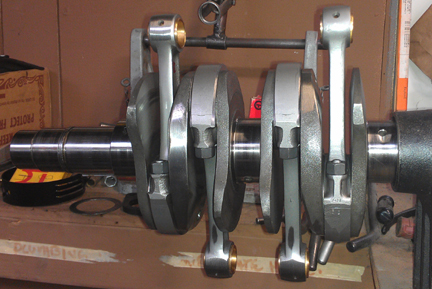
AT RIGHT: New forged crankshaft with rods mounted.
As usual, I mounted the crankshaft up on the ole crankshaft stand and mounted up the rods.
I thoughtfully provided an awesome set of connecting rods. These are "late type", the best of the breed. I rebuild rods in batches - it's easier / faster / cheaper that way as it keeps setup time to a minimum.
For me, "rebuilding the rods" means to:
 AT
RIGHT: A typical batch of rods, all late type.
AT
RIGHT: A typical batch of rods, all late type.
This is all standard work so there aren't any photos of them in-process.
Also worth pointing out here that I refaced the cam followers, just to be sure they wear-in correctly, though it was probably unnecessary, and you can see them as the case halve go together...
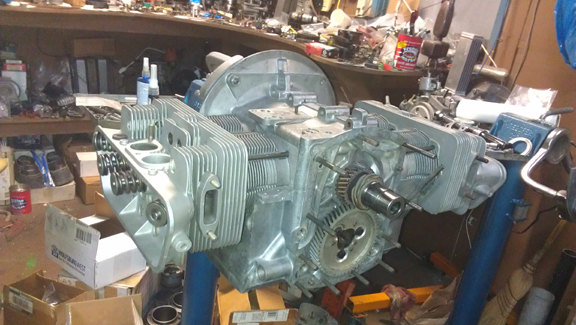
Now, time to put the case halves together! Prep-work done correctly, this goes easily and quickly and the story is best told in images:
<more web page work needed here>
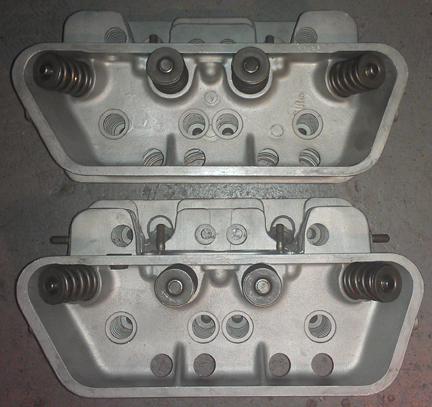
 The
heads looked really great are in great shape - except for the fact that the
springs have been in compression for something like 40 years and have, no doubt,
relaxed some tension. And, apparently something small got lose in one combustion
chamber and dinged it up a little before being ejected out the exhaust - just
cosmetic. The one head has been fly-cut a bit deeper than the other side, but
not excessively so.
The
heads looked really great are in great shape - except for the fact that the
springs have been in compression for something like 40 years and have, no doubt,
relaxed some tension. And, apparently something small got lose in one combustion
chamber and dinged it up a little before being ejected out the exhaust - just
cosmetic. The one head has been fly-cut a bit deeper than the other side, but
not excessively so.
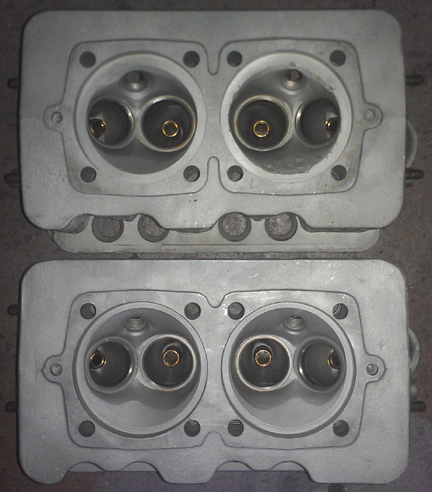
AT RIGHT: The two heads from this engine, combustion chamber side. Here you can note the new valve guides installed.
Note that these heads have never been cracked as 912 heads (and C / SC heads) are prone to cracking between the spark plug bore, intake seat bore, or exhaust seat bore - or any combination thereof - when overheated. Secondly, these heads have have new guides, and refaced valve seats. Thirdly, these are really the same heads, and NOT the awful, even more crack prone (without overheating!) air-injection 912 heads - or the even later ones where the casting has fin-loss at the place where the air injection formerly would have been. Finally, these heads have been carefully gone through to repair or replace any damaged studs or threaded holes, as necessary.
Fitted to these heads are great valves. They're originals, not aftermarket replacement which are all you can get new today. Further, and vitally, the exhaust valves ARE the sodium filled type, which haven't been available new for some years now. Of course, the valves have been checked for length (stretching makes them unworthy), polished, and refaced, so they're effectively perfect.
New springs, of course, carefully selected.
 Previously,
we went through a large batch of about 40 new springs and they were grouped
by strength. We match up slightly stiffer springs with the heavier valves (intakes
are about 2% heavier than exhausts), so they're very close sets, matched up,
so all the valves tend to float at the same time. ...Of course, each valve and
retainer are position-specific through the shimming process...
Previously,
we went through a large batch of about 40 new springs and they were grouped
by strength. We match up slightly stiffer springs with the heavier valves (intakes
are about 2% heavier than exhausts), so they're very close sets, matched up,
so all the valves tend to float at the same time. ...Of course, each valve and
retainer are position-specific through the shimming process...
After the valves are fitted, the combustion chambers are measured with a burrette. Both heads work out to 58.6ml.
This engine has "NPR copies" installed, but with biral cylinders!
<more web page work needed here>
We always check the match pistons to cylinders and match piston weights as a set, and provide any remedial action to correct any errors before installation. For example, by shuffling around the piston pins among the pistons, one can usually improve the matching of piston weights. This set naturally balanced (without removing material) to within 0.3 grams - the official specification is ten grams (10g) - with three of them at the exact same weight (458.5g) and one a little lighter.
For many shops, from this point, installation goes very quickly, but we think this is where one needs to take one's time! The key reason one needs to take time here is that there are production tolerances on every part in an engine, and while a set of parts may look identical, there's often subtle variation between members of a set, and there are sometimes significant errors in production that weren't caught by the manufacturer's quality control processes. These errors can "stack up" and cause problems if not discovered and corrected.
Here's our process: Two of these steps require special tools most shops don't have.
We like to carefully measure everything and then mix-and-match the parts for superior fit. We have also discovered significant manufacturing errors with this process which would likely have gone unnoticed without these measures. It is remarkably easy, for example, to overlook the circumstance of the crankshaft bore not in the true center of the crankcase, angled on the horizontal left or right of center, or not on the same horizontal plane at all. Yet examples of errors like these are not as uncommon as we would like.
<more web page work needed here>
The next thing we do is something nobody else does (that we know of) in the engine building process, and that is to measure the height the piston crown comes above the plane of the top of the cylinder. I call this the CAC, or "Crown Above Cylinder." This value is important because, firstly, it can reveal deeper problems, and because it helps us get the compression ratio equal in all four cylinders.
Here are some of the deeper problems that can be discovered through a CAC check:
In order to do this for these engines, you have to have special tools. Here
<more web page work needed here>
The accuracy is so good, that if you take the time to swap parts around, you can accurately determine discrepancies in the manufacture of the various parts! But, we ARE splitting hairs here! However, a benefit to both engine builder and customer is that the ability to move parts around for better fit means that perfection is more easily achieved, and the more equal the HP production of each cylinder, the smoother the engine will run, and the more HP the engine will produce overall.
Because this process includes the entire assembly, torqued as in service, and measures the height each piston protrudes out of its cylinder, all errors in connecting rod lengths, cylinder heights, crankcase spigots depths (cylinder bore deck), piston connecting pin heights, and shim thickness' are accounted for in the measurement results. There is no superior method.
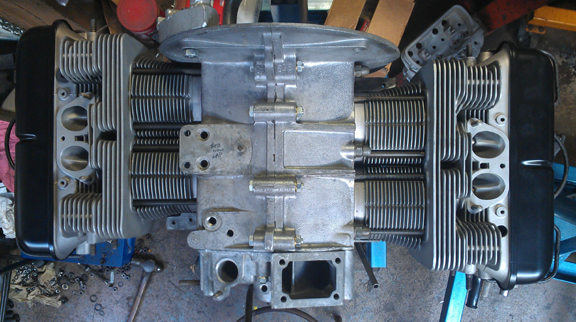
At this point the engine is ready for its cylinder heads, and this work went very quickly - as it should! - as all the prep work was already done.
<more web page work needed here>
Prepare the head "bolts" and washers, prepare the pushrod tubes, prepare the lower cylinder air deflection plates and their wire retainers, and get the torque wrenches set, and bolt on those heads!
My pattern is to mount one head, torque it to 7 ft lbs (as per the manual), then mount the other head the same way, and then alternate between the heads with an ever-increasing torque up to the final torque value, then repeat the final value until the fasteners no longer turn when torque is applied.
OK, mount the valve gear, adjust the valves and pop on the valve covers.
Then fit the oil drain plug, and sump screen and plate. Of some small note is that all the sump studs are original and in fine condition. I used new cap-nuts to protect the studs into the future.
Then, fit the two oil control pistons.
Can't forget the oil pump! In the images below, the cover for it is still in the parts washer - it should be gleaming just as much as the rest of the engine!
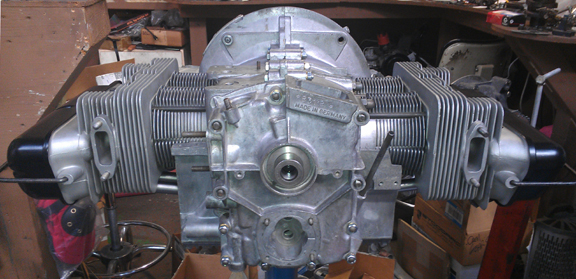
And now here it is as the longblock, (minutes away from being) ready for pickup or delivery!
NOTE: If this engine is sold as a long-block... One should NOT install the distributor drive gear without also installing a distributor because if anyone rotates the engine backwards, it will push the drive gear up where it can damage the bronze drive gear! Therefore, the distributor drive is NOT mounted until the last reasonable moment!
Because some people are keeping logs of VIN and engine numbers and then purport to tell people what someone else has, out of respect and concern for a buyer's privacy, exact VIN and engine number data are not published here.