Copyright © 2007 - 2024, Coachworks For contact data Click Here.
Copyright © 2007 - 2024
Copyright © 2007 - 2024,
Coachworks For contact data
Click Here.
![]() has been retained for reference purposes.
has been retained for reference purposes.
 Porsche
Engine:
Porsche
Engine:
This engine, in long-block form, is ready for pickup or delivery today, and may be purchased complete with only a few days delay.
This engine is period correct and has just undergone a complete overhaul.
The crankcase is "numbers matching" and not yet line-bored to first over. It has the late-type oil pump, late rockers, late B heads, etc. It is fitted with original Mahle high-compression, long skirt pistons and has its compression ratio is the original 1600S value of 8.5:1, as per Porsche specifications.
Every detail about the engine has been attended to, as outlined below; nothing was left unattended to.
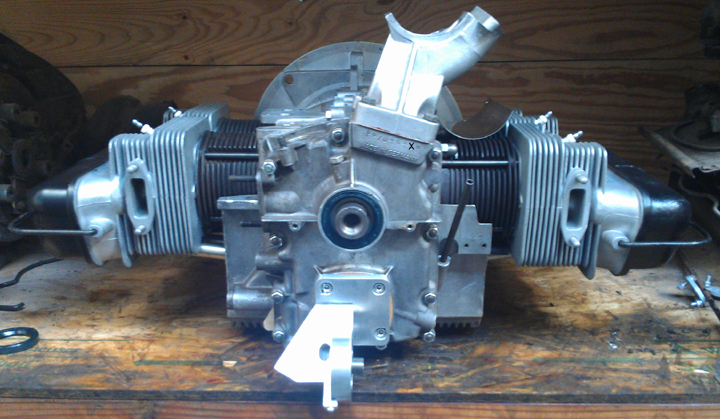
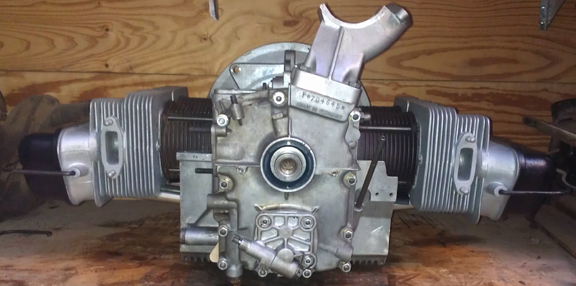
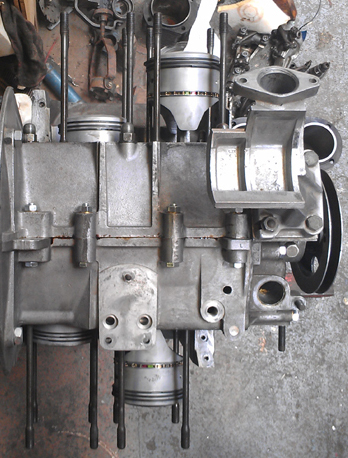
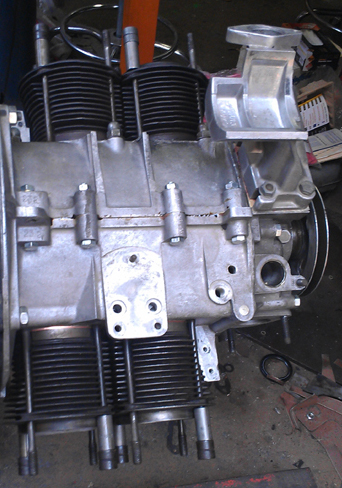
Here it is as a long-block, ready for pickup or delivery (above right):
I received this engine as a group of three engines (and a big pile of parts) as cores from George Walling and his father John. John, now in his 90s, used to run a Porsche repair facility in southern Oregon back in the 1960s. George owns a 1955 Speedster (original owner) and used the engine featured here in partial trade for a different 616/12 engine (1600S), also from 1962, for his Speedster...
This engine was the last of the rebuilds John had performed, decades ago. It didn't turn over and nobody knew why.
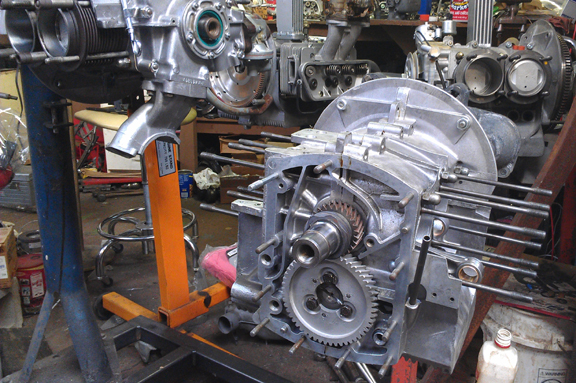
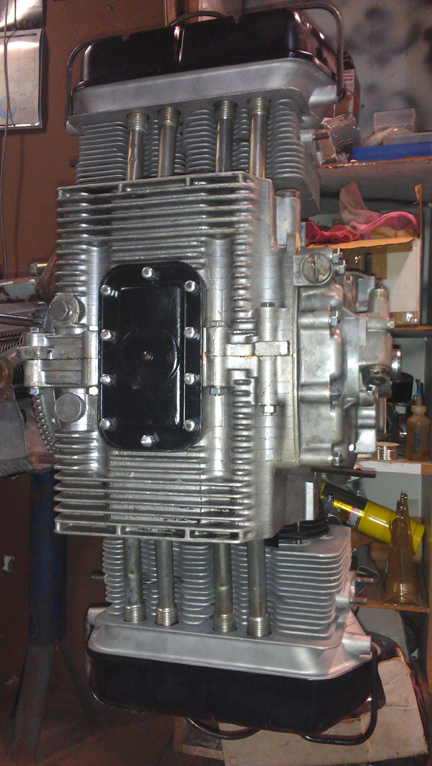
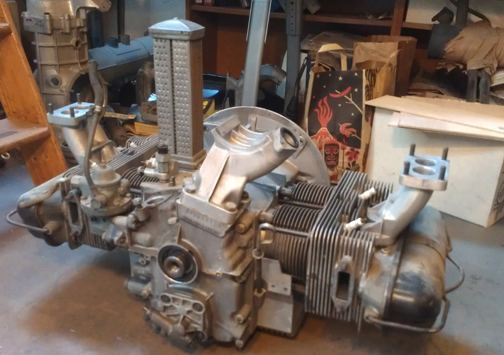 Here
is the engine as I received it (below right). It would be on an engine stand
except all SEVEN of them were all already occupied! . . . .
Here
is the engine as I received it (below right). It would be on an engine stand
except all SEVEN of them were all already occupied! . . . .
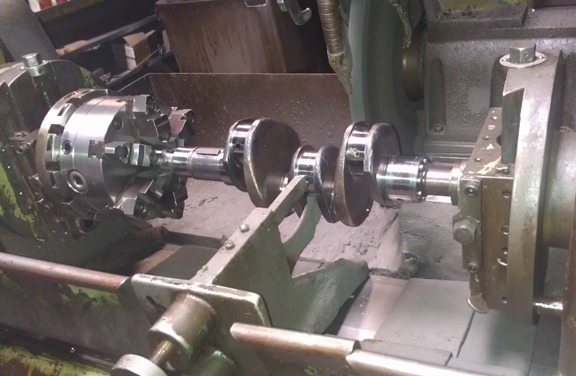
The first thing to do was to figure out why it didn't turn over. I expected a mis-aligned main bearing had been clamped down on a dowel-pin, but none were. Figuring it out took some real doing because it was an unusual cause: whoever the machinist was who worked on the crankshaft had screwed up and the middle main journal was siezing up because it was ground too large. (More on this below.)
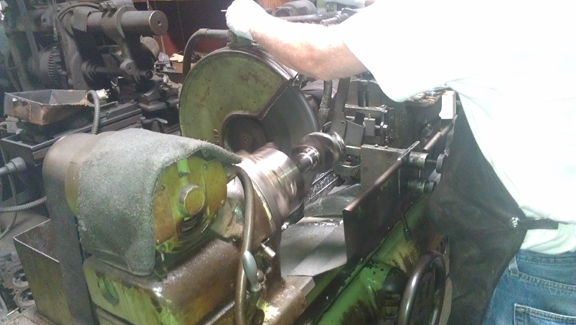
Thankfully, a friend of mine has a crankshaft grinder and we re-ground this one journal that was too large (see above) - bearing #2, also known as "the middle main." Now how many people are going to grind just ONE journal?! If that's what's needed, that's what we do. Here you can see that operation happening - first, intall the crank into the grinder and get the steady-rest (effectively a buck) up against the crank, so it won't flex while grinding:
Now, setup the measurement:

Next, get the grinding stone in alignment.........
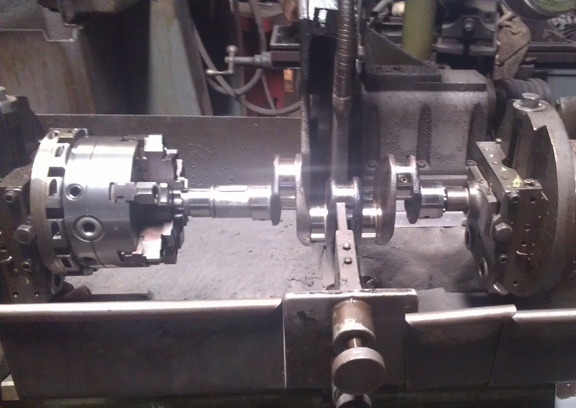
And now grind it!
Following this, the crank was polished, then thoroughly cleaned.
Meanwhile, John hadn't done anything to the connecting rods. That's not to our style. So, I "rebuilt them."
For us, "rebuilding the rods" means to:
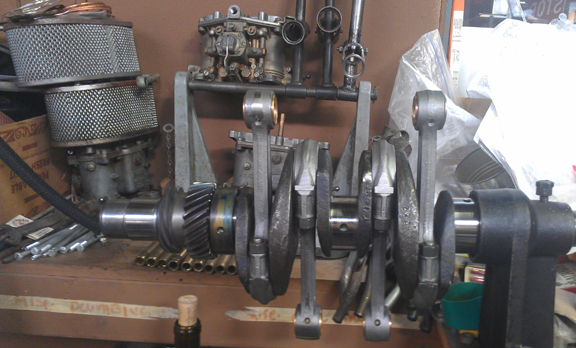
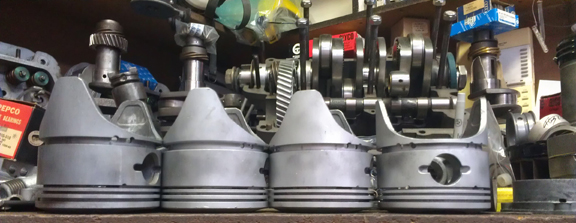
This is all standard work so there aren't any photos of them in-process. However, here they are when assembled onto the crankshaft:
The crankcase was in pretty good condition. It hasn't yet been bored to first over-size, so it's got a lot of life left in it.
I hate working on the workshop floor, but all seven of the engine stands were in service and at least the floor is painted.
I often take photographs of the insides of the bare crankcase, but I did think of it just before sealing the halves together and took a few photos. Here is the case (almost) ready for sealant:
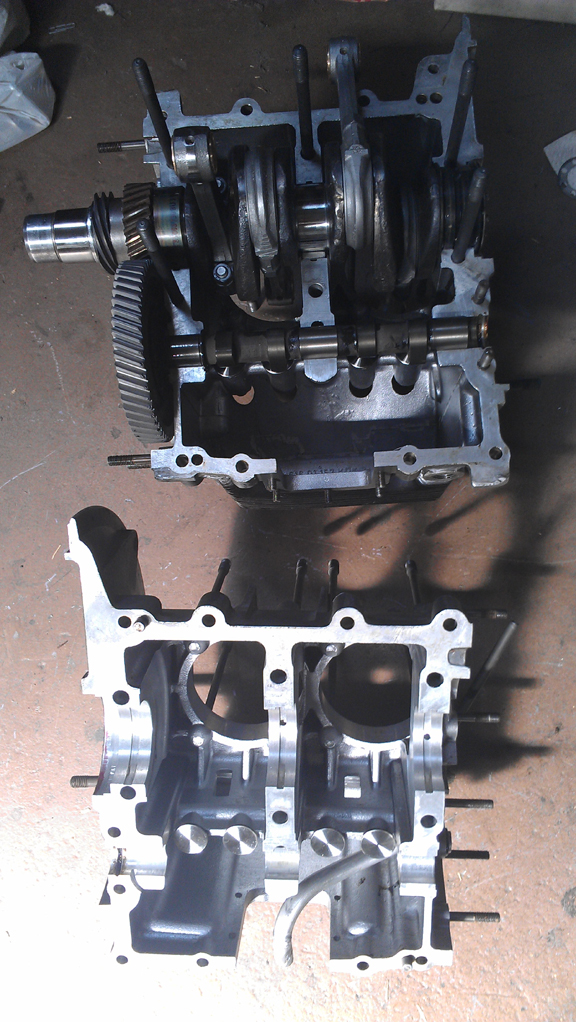
...I said "almost" - the right half of the middle-main still had to be installed, as did the camshaft end-plug. Those dark spots on the bottom of the inside of the case is a little bit of case sealant used to help seal the oil sump studs - got a little out of control!
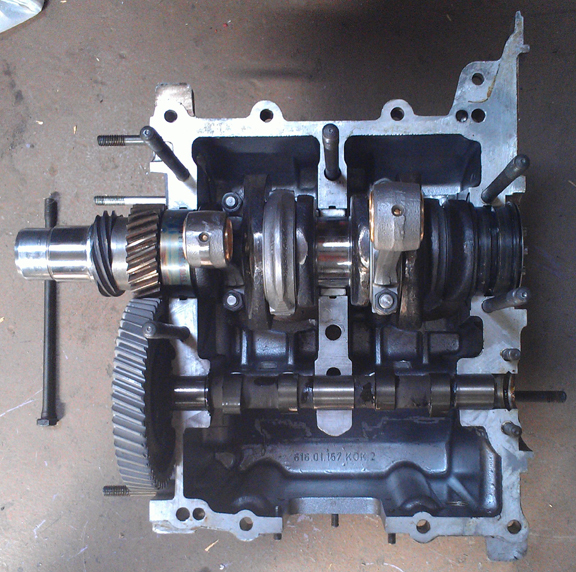
It's worth pointing out here that John had put in a used camshaft and it was on the edge of too-much wear. I opted for a freshly ground cam out of my stock - it's the 912 grind on an original "narrow lobe" 1600S casting - and it has been "parkerized", a hardening process which eliminates any "need" to over-rev the engine to work-harden the cam lobes. (If anyone ever tells you you must rev your freshly rebuilt engine to high-rpm in order to work-harden the camshaft lobes, you've chosen the wrong parts vendor / cam grinder! This should never be required! If you're racing, that's one thing, but most of us can aford the normal, gentle run-in process that results in a long-lived engine...)
Also worth pointing out here (above) are the refaced cam followers.
Yes, those are Kolbenschmidt bearings (above, on the crankshaft) - old-school... You can just make out the ink markings that denote their size and part numbers.
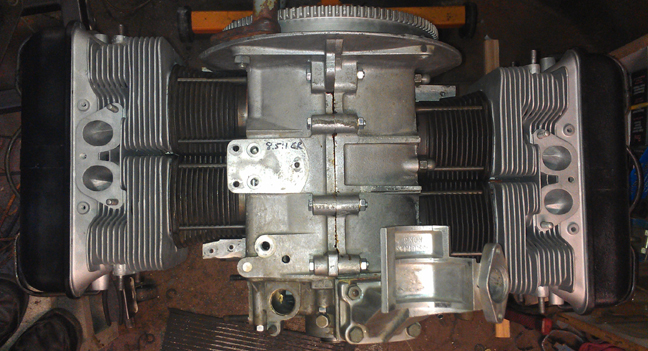
Here's a better image of the left side:
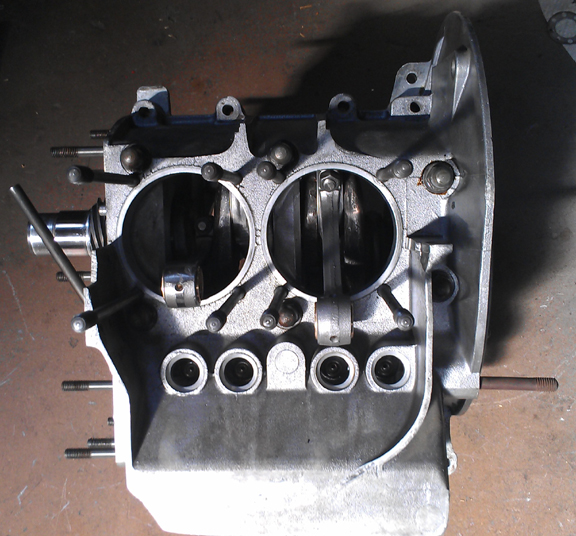
Here's the bottom bolted together, still awaiting the parimeter bolts to be attached:
 Cylinder
Heads
Cylinder
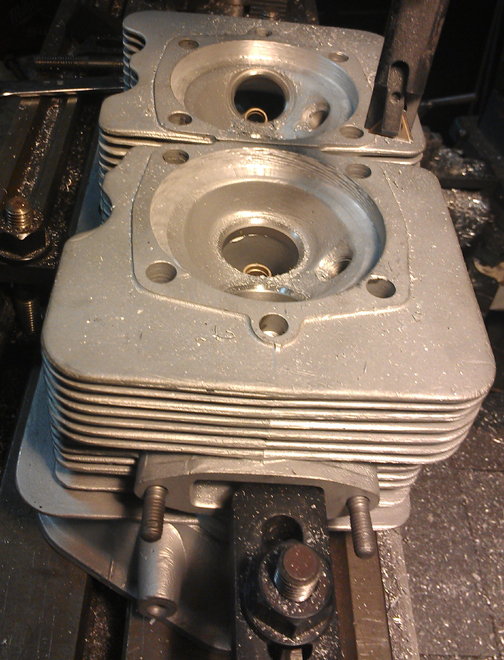
HeadsThe heads originally bolted up to this case when I got it looked fine, however, closer inspection showed that John didn't do anything but clean them from their previous service and they needed everything, and, it turned out, John had mixed up which heads went with which engine. But, the correct heads were present, and they needed some service too.
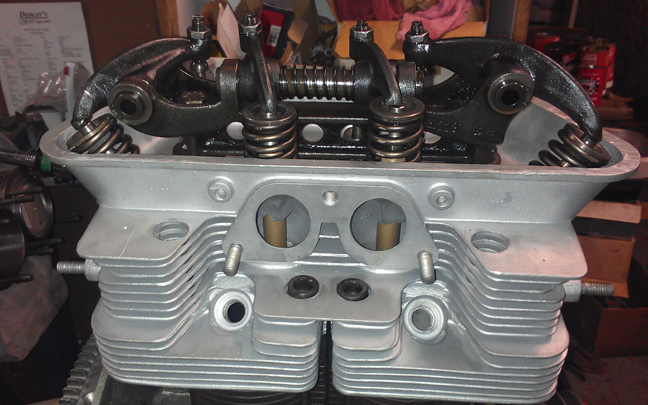
All new guides seemed prudent, and two intake seats - both in the same head - had been ground a bit too far, so they got replaced. And, of course, all valve seats were ground.
In the image at right you can see the tips of the new guides poking through and the bright and shiny edges of the just refaced steel valve seats glimmer through the aluminum chips.
In the process of replacing valve seats, the head has to be heated while not attached to its cylinder and so they can warp slightly. So, after replacing valve seats, it's a good idea to "deck" the heads to ensure the cylinder sealing surfaces are in the same plane. And, as the heads have a relatively unknown history, it seemed prudent to deck both sides. You can see that process happening in the image at right. Following this, the surface closest to the cylinders is "flycut" to match the depth cut out at the cylinder sealing surface to prevent the head from contacting the cylinders on the shoulder of the top fin - that would prevent a good seal.
At this point I usually show a few images of the heads being assembled, but it appears that somehow either the images were all too dark (and therefore blury) and I discarded them, and forgot to take more, or maybe I never did take the usual images at this point! I do have several of the milling operation to deck them, but you don't need 5 images of that! Sorry about the oversight.
However, you can see the end results later on below, and here you can see the batch of valves that have all been cleaned, refaced and stems polished from which I select the set of valves to be installed:

As noted above, the seats are ground, new springs installed, and carefully reassembled with shimming to match all the valve spring tensions. This way the valves all reach their RPM limit at one time and the driver knows it because of loss of power. We think it's horrible to have one or a couple of valves floating while the others are OK because the driver doesn't have any way to know it and may continue on, damaging the engine; when they all float at once, the driver knows...
I always check all threaded bores and studs; A couple of the exhaust studs had already been replaced and I replaced one more, and; one spark plug hole had an insert installed as a previous repair, and it's functionally just fine. The retainers and keepers are standard "B" type, correct for this engine.
Just as with the valves, previously, we went through a large batch of about 40 new springs and they were grouped by strength. We match up slightly stiffer springs with the heavier valves (intakes are about 2% heavier than exhausts), so they're very close sets, matched up, so all the valves tend to float at the same time. ...Of course, each valve and retainer are position-specific through the shimming process... The only notable point about this particular pair of heads is that they have the smaller valve pockets. A year later, starting with the "C", the valve pockets got larger and so larger diameter shims are provided. Some shops don't realize the difference and use their smaller diameter shims on the larger diameter applications, then don't have any correct shims for the pre-C heads! Shame on them! MANY shops resolve this by opening up the diameter of the spring pocket, but in this instance, it wasn't necessary as I have the correct shims on hand.
Following all this, I measure each combustion chamber's volume. Given very accurate measure of both the volume in the head and the contribution from each cylinder, one finds that there are always varriations in both, and it is not always necessary to match head volumes because it may be possible to move the head from one side to the other and improve the matching very much. These considerations are covered in more detail in the piston / cylinder section below.
OK, time now to do a little more on the crankcase...
Finally an engine stand opened up - OK, it's a test stand (note starter mount) and you can't assemble the crankcase on this stand! However, it's fine for finishing off an engine. Of course, luck would have it that the next day I needed a test stand so the next day swapped it out again. -shrug- Anyway, here you can see, if you look very closely, the rubber o-ring mounted on the end of the oil pickup tube, like later cases had stock, as discussed previously.
Very quickly, the timing cover was mounted... Note that it's a large oil pump engine.

Time to install the pulley seal - again, factory tools, this time P73:

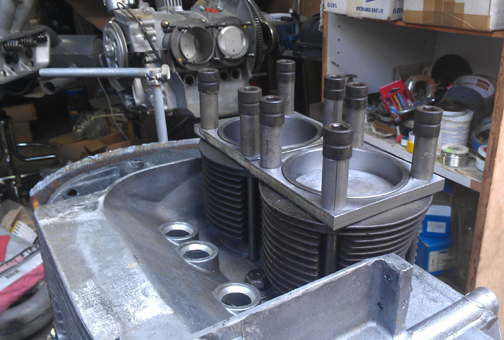
Time to install the Pistons and Cylinders.
John had used Arias forged 86mm pistons, but they were ill-fitting of their cylinders and they were rejected.
Super pistons selected because, of course, this is a Super engine. Super pistons can be positively identified by the fact that all normal pistons have a flat crown and all Super pistons are not flat. The bore is 82.5 (nominally), of course, and these are long-skirt style as it's a plain-bearing, non-counterweighted crankshaft. These have three 2mm compression rings and one 5mm oil control ring. We're using Grant brand replacement rings as they fit well, have a great reputation, and are readily available at a fair price.
We start with ensuring the pistons are not cracked or otherwise broken, that the ring grooves fit new rings properly, and that they're not worn or scuffed. A thorough cleaning begins the process - we usually use baking soda as it's very soft on the metal but does a good job at cleaning.
Oh, of course, we allways match pistons to cylinders and match piston weights as a set before installation. By shuffling around the piston pins among the pistons, this set naturally balanced (without removing material) to within 0.6 grams - the official specification is ten grams (10g).
Now it's time to prepare for installation of the cylinders. If used, as in this case, we first hone them, of course, and make sure they're not too large in diameter. We then gap the rings as necessary.
For many shops, from this point, installation goes very quickly, but we think this is where one needs to take one's time! The key reason one needs to take time here is that there are production tolerances on every part in an engine, and while a set of parts may look identical, there's often subtle varriation between members of a set, and there are sometimes significant errors in production that weren't caught by the manufacturer's quality control processes. These errors can "stack up" and cause problems if not discovered and corrected.
Here's our process: Two of these steps require special tools most shops don't have.
We like to carefully measure everything and then mix-and-match the parts for superior fit. We have also discovered significant manufacturing errors with this process which would likely have gone unnoticed without these measures. It is remarkably easy, for example, to overlook the circumstance of the crankshaft bore not in the true center of the crankcase, angled on the horizontal left or right of center, or not on the same horizontal plane at all. Yet examples of errors like these are not as uncommon as we would like.
Here's an image of checking the cylinder heights for matching their neighbor. The book tolerance is 0.1mm (four thousandths of an inch). Because this process measures with cylinders and their shimming installed, torqued, it results in a very acurate and reliable comparison of cylinder heights.
And here's an image of checking how far each piston protrudes from its cylinder. (For the sharp-eyed, yes, this is a different engine being checked - the images above and below just shows the tools and the process used.)
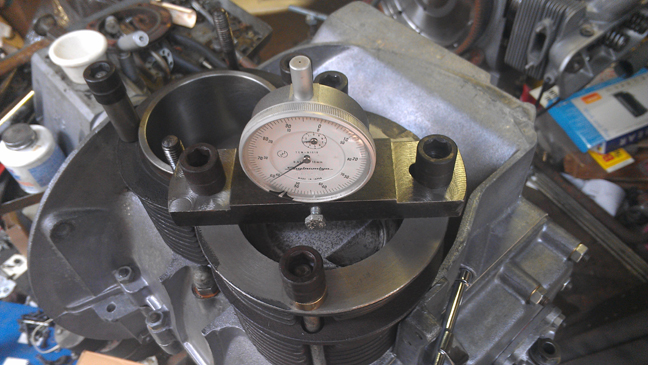
Because this process includes the entire assembly, torqued as in service, and measures the height each piston protrudes out of its cylinder, all errors in connecting rod lengths, cylinder heights, crankcase spigots depths (cylinder bore deck), piston connecting pin heights, and shim thicknesses are accounted for in the measurement results. There is no superior method.
During this process, the pistons and cylinders are often moved around some, sometimes with different shimming combinations, all in an effort to get the compression ratio equal among all cylinders, and the last step is to install the piston rings and pin circlips.
The following images show various points during the process:
With the pistons and cylinders sorted, it's time to mount the heads, pushrod tubes and lower cylinder air deflectors and torque them on.
Harry Pellow had it right, we believe, "sneaking up" on the torque, shifting from the right head to the left and back until at final torque, etc.
At this point, since all the prep-work is long since done, it's a fairly quick process and before you know it, you have a long-block - not too much time for thinking about taking photographs! These images show the results of about a half-hour worth of "put 'em on, and bolt 'em up."
The rocker gear, of course:
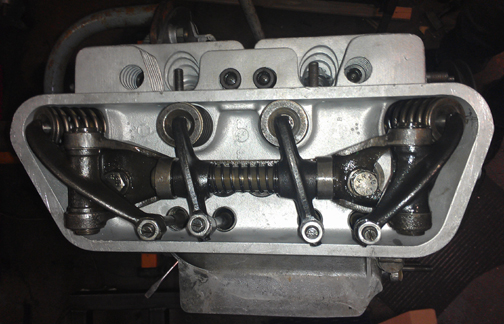
This is all pretty standard stuff, but these are new "B" retainers and keepers, as you can see, with standard rocker arms and stands.
However, we did take the time to set the rocker stand height so the adjustment screws are in the middle of their range, and you can see that in this next image. What you can't see so well is that this engine has installed the correct pushrods, of "dual type" construction, aluminum and steel, as appropriate for 616/12 engines. But you can see reasonably well the white paint "stripes" on the intake springs (in both cases, just slightly left of center) - this type of marking is found on new springs and usually washes away into the oil after being degraded by hot oil splash.
Just adjust the valves and pop on the valve covers and...
Here it is as the longblock, minutes away from being ready for pickup or delivery:
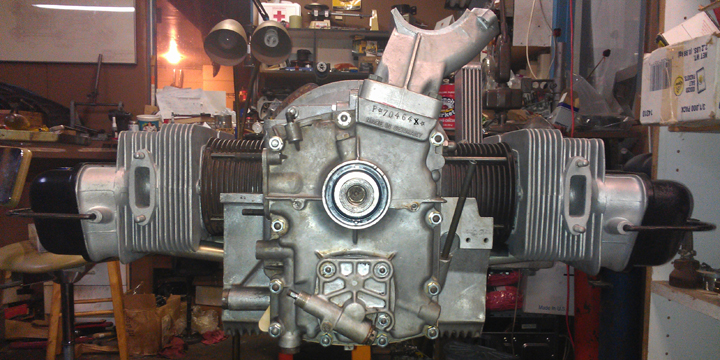
Yes, for the sharp-eyed, the distributor drive shaft was not yet installed when this picture was taken. One should NOT install the distributor drive gear without also installing a distributor because if anyone rotates the engine backwards, it will push the drive gear up where it can damage the bronze drive gear!
The following additional modifications have been performed:
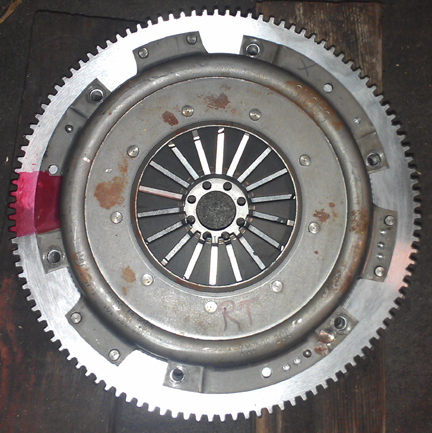
1) An "upgrade" to a 200mm clutch. This flywheel has been trued, ground on the friction face, then ground on the pressure plate mounting surface to keep the depth correct, and then balanced. Then, the C / SC era pressure plate was afixed with dowels (in their stock bores), and the whole assembly balanced to within a "gnatt's ass."
and;
2) This full-flow unit from Precision Matters was installed providing full-flow oiling:
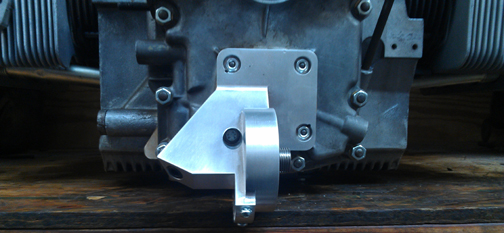
The heat shield isn't to be installed until the engine is either installed in the car, or at least the muffler is going on as otherwise it's vulnerable to damage.
A "cartridge style" oil filter attaches horizontally from right to left.
Because some people are keeping logs of VIN and engine numbers and then purport to tell people what someone else has, out of respect and concern for a buyer's privacy, exact VIN and engine number data are not published here.